工艺流程
切割管材→清洁管件连接面→标记热熔深度→热熔器连接
工艺要点
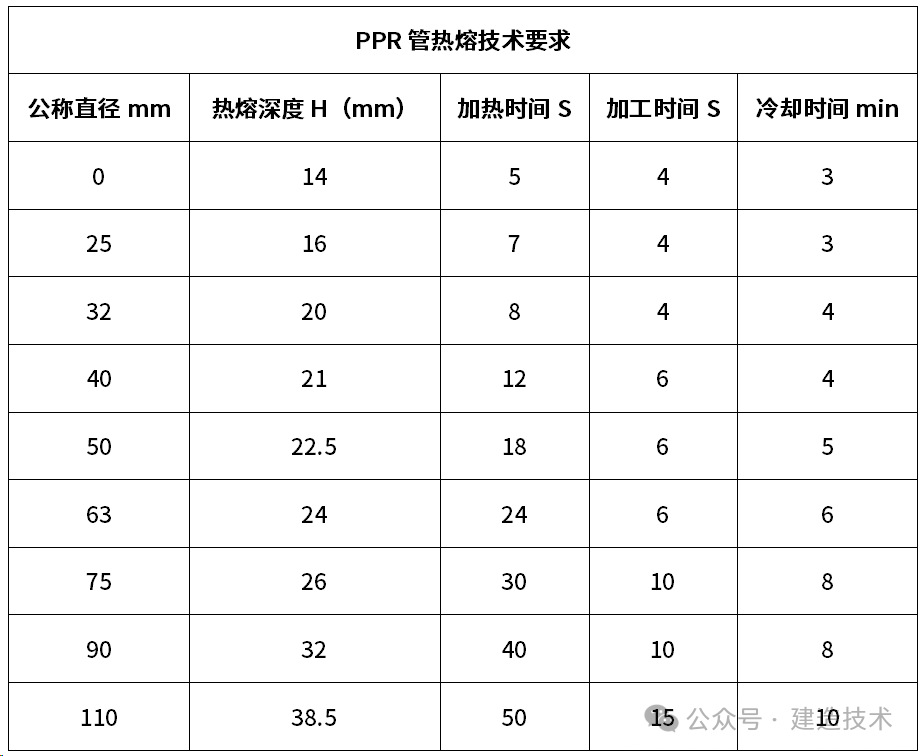
(1)管道热熔前应将管道及管件清理干净且干燥无油,量出热熔深度,做好标记,热熔深度参考表内数据,环境温度不应低于5℃,低于5℃时,加热时长应延长50%。
(2)PPR热熔管连接组件主要包括热熔管配件,加热头,电热板,加热套以及PPR管材。
(3)PPR管材的切割应使用专用管剪或管道切割机,管道切割后的断面应去除毛刺,管道的截面必须平整且应垂直于管道轴线。
(4)连接时把管端插入加热套内,深度应与标记重合,同时把管件也插到加热头上规定的标记位置。
(5)到达加热时间后,立即把管件与管道从加热设备上取下,迅速无旋转的直线均匀插入标记深度,使接头处形成“双眼皮”。