|
|
|
|
|
|
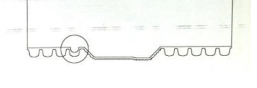 |
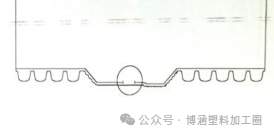
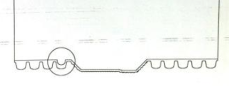
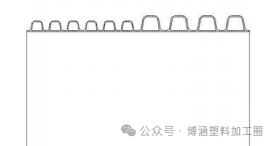
1、夹层气放气延后;
2、内层气这一段气压减小; 3、问题段加大夹层气; 4、真空停止延后。 |
| 扩口始端的前一个波内壁断裂 |
 |
|
|
|
 |
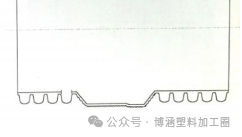
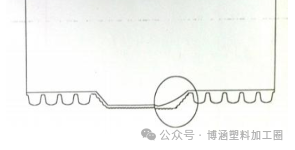
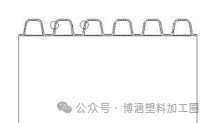
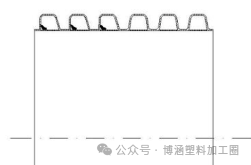
1、夹层气气压减小
2、断裂处内层气减小 3、夹层气放气提前 |
|
|
 |
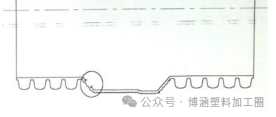
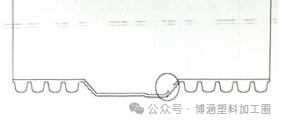
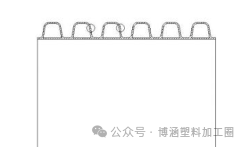
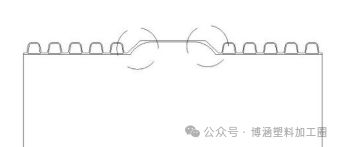
1、夹层气放气提前;
2、加大内层气气压; 3、减小此处的夹层气压 |
|
|
 |
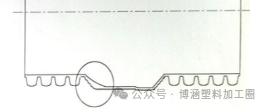
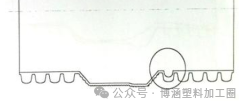
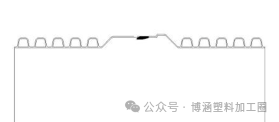
1、内壁主机变速比增大 2、减小此处的内层气压 |
|
|
 |
1、夹层气放气延迟
2、加大内层气气压 3、成型机问题对应处速度加快 |
|
|
 |
1、断裂处内层气减小
2、夹层气放气延迟 |
|
|
 |
1、夹层气放气提前 2、问题段加大夹层气气压 3、真空启动提前 |
|
|
 |
1、夹层气放气延后;
2、内层气这一段气压减小; 3、问题段加大夹层气; 4、真空停止延后。 |
|
|
|
1、内壁口模处有划痕; 2、或有杂质 |
|
|
|
内壁温度低 |
|
|
 |
1、一般为外壁积料;
2、减小外壁主机变速比 |
|
|
 |
1、夹气小
2、夹气堵料 3、杂质大 4、外壁偏心 |
|
|
 |
1、水套冷却不够
2、内壁温度过高 3、压点偏心大 |
|
|
 |
1、减小夹层气压
2、缩小外壁口模间隙 |
|
|
 |
1、加大夹层气压
2、加大外壁口模间隙 |
|
|
 |
1、缩小内壁口模间隙
2、加大夹层气压 |
|
|
 |
1、减小问题段夹层气 2、减小问题段的成型机速度 |
|
|
 |
1、减小夹层气压米重是否偏重,
2、减小挤出量水套尺寸是否偏大 ,更换水套 |
|
|
 |
1、减小口模间隙
2、检查夹层气出气四周是否均匀 3、原材料拉伸不好 4、压点对称有厚薄检查合模是否太紧或太松 |
|
|
 |
1、检查内气是否漏气
2、调整内气压力 ,加大 |
|
|
 |
1、减少外壁变速比
2、把出现内壁料处的成型机速度加快 3、夹层气加大 |
|
|
|
1,检查主机真空是否堵,真空表是否正常,压力是否达到6个压力以上
2、检查料是否含有水份(换料或加消泡剂) |
|
|
|
|
PE双壁波纹管常见问题及解决方案
本文来自网络,不代表机电天下立场,转载请注明出处:https://mepbbs.com/archives/15383

